
(1) ਸਭ ਤੋਂ ਪਹਿਲਾਂ, ਉੱਚ ਆਉਟਪੁੱਟ ਦੀ ਅੰਨ੍ਹੇਵਾਹ ਪਿੱਛਾ ਕਰਨ ਦਾ ਮਤਲਬ ਹੈ ਕਿ ਮਸ਼ੀਨ ਦੀ ਕਾਰਗੁਜ਼ਾਰੀ ਇੱਕਸਾਰ ਹੈ ਅਤੇ ਅਨੁਕੂਲਤਾ ਘੱਟ ਹੈ, ਅਤੇ ਉਤਪਾਦ ਦੀ ਗੁਣਵੱਤਾ ਵਿੱਚ ਗਿਰਾਵਟ ਅਤੇ ਨੁਕਸ ਦੇ ਜੋਖਮ ਦੇ ਵਾਧੇ ਦੇ ਬਾਵਜੂਦ ਵੀ। ਇੱਕ ਵਾਰ ਜਦੋਂ ਬਾਜ਼ਾਰ ਬਦਲ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਮਸ਼ੀਨ ਨੂੰ ਸਿਰਫ ਘੱਟ ਕੀਮਤ 'ਤੇ ਹੀ ਸੰਭਾਲਿਆ ਜਾ ਸਕਦਾ ਹੈ।
ਆਉਟਪੁੱਟ, ਪ੍ਰਦਰਸ਼ਨ ਅਤੇ ਗੁਣਵੱਤਾ ਦੋਵੇਂ ਪ੍ਰਾਪਤ ਕਰਨਾ ਅਕਸਰ ਅਸੰਭਵ ਕਿਉਂ ਹੁੰਦਾ ਹੈ? ਅਸੀਂ ਸਾਰੇ ਜਾਣਦੇ ਹਾਂ ਕਿ ਉਤਪਾਦਨ ਵਧਾਉਣ ਦੇ ਦੋ ਤਰੀਕੇ ਹਨ: ਤੇਜ਼ ਗਤੀ ਅਤੇ ਫੀਡਰਾਂ ਦੀ ਵੱਧ ਗਿਣਤੀ। ਸਪੱਸ਼ਟ ਤੌਰ 'ਤੇ, ਫੀਡਰਾਂ ਦੀ ਗਿਣਤੀ ਵਧਾਉਣਾ ਪ੍ਰਾਪਤ ਕਰਨਾ ਆਸਾਨ ਜਾਪਦਾ ਹੈ।
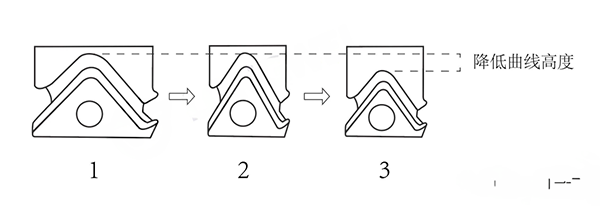
ਹਾਲਾਂਕਿ, ਜੇਕਰ ਫੀਡਰਾਂ ਦੀ ਗਿਣਤੀ ਵਿੱਚ ਵਾਧਾ ਹੁੰਦਾ ਹੈ ਤਾਂ ਕੀ ਹੋਵੇਗਾ? ਜਿਵੇਂ ਕਿ ਹੇਠਾਂ ਦਿੱਤੀ ਤਸਵੀਰ ਵਿੱਚ ਦਿਖਾਇਆ ਗਿਆ ਹੈ:
ਫੀਡਰਾਂ ਦੀ ਗਿਣਤੀ ਵਧਣ ਤੋਂ ਬਾਅਦ,ਕੈਮਰੇ ਦੀ ਚੌੜਾਈਤੰਗ ਹੋ ਜਾਂਦਾ ਹੈ ਅਤੇ ਵਕਰ ਖੜਾ ਹੋ ਜਾਂਦਾ ਹੈ। ਜੇਕਰ ਵਕਰ ਬਹੁਤ ਜ਼ਿਆਦਾ ਖੜਾ ਹੈ, ਤਾਂ ਸੂਈਆਂ ਗੰਭੀਰ ਘਿਸਾਵਟ ਦਾ ਕਾਰਨ ਬਣਨਗੀਆਂ, ਇਸ ਲਈ ਵਕਰ ਨੂੰ ਨਿਰਵਿਘਨ ਬਣਾਉਣ ਲਈ ਵਕਰ ਦੀ ਉਚਾਈ ਘੱਟ ਕਰਨੀ ਚਾਹੀਦੀ ਹੈ।
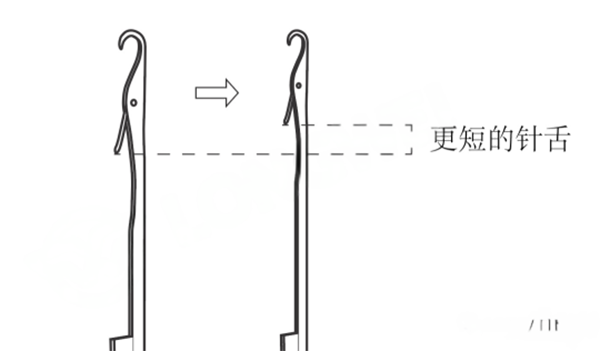
ਵਕਰ ਘੱਟ ਹੋਣ ਤੋਂ ਬਾਅਦ,ਸੂਈ ਦੀ ਉਚਾਈਨੀਵਾਂ ਹੋ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਲੰਬੀ ਸੂਈ ਵਾਲੀ ਕੁੰਡਲੀ ਬੁਣਾਈ ਸੂਈ ਕੋਇਲ ਪੂਰੀ ਤਰ੍ਹਾਂ ਪਿੱਛੇ ਨਹੀਂ ਹਟ ਸਕਦੀ, ਇਸ ਲਈ ਮਸ਼ੀਨ ਸਿਰਫ ਛੋਟੀ ਸੂਈ ਵਾਲੀ ਕੁੰਡਲੀ ਦੀ ਬੁਣਾਈ ਸੂਈ ਦੀ ਵਰਤੋਂ ਕਰ ਸਕਦੀ ਹੈ।
ਫਿਰ ਵੀ, ਘੱਟ ਕੀਤੀ ਜਾ ਸਕਣ ਵਾਲੀ ਜਗ੍ਹਾ ਸੀਮਤ ਹੈ। ਇਸ ਲਈ, ਉੱਚ ਫੀਡਰ ਮਸ਼ੀਨ ਦਾ ਕੋਨਾ ਵਕਰ ਹਮੇਸ਼ਾ ਮੁਕਾਬਲਤਨ ਖੜ੍ਹਾ ਹੁੰਦਾ ਹੈ। ਇਸਦਾ ਮਤਲਬ ਹੈ ਕਿ ਟਾਂਕਿਆਂ ਦੀ ਪਹਿਨਣ ਦੀ ਗਤੀ ਵੀ ਤੇਜ਼ ਹੋਵੇਗੀ।
ਸੂਤੀ ਧਾਗਾ ਬਣਾਉਣ ਅਤੇ ਲਾਈਕਰਾ ਪਾਉਣ ਵੇਲੇ ਛੋਟੀ ਸੂਈ ਵਾਲੀ ਸੂਈ ਨੂੰ ਚਲਾਉਣਾ ਵਧੇਰੇ ਮੁਸ਼ਕਲ ਹੋ ਜਾਵੇਗਾ।
ਤੰਗ ਕੋਨੇ ਦੇ ਕਰਵ ਅਤੇ ਗੌਜ਼ ਨੋਜ਼ਲ ਦੀ ਛੋਟੀ ਜਗ੍ਹਾ ਦੇ ਕਾਰਨ, ਮਸ਼ੀਨ ਲਈ ਸਮੇਂ ਦੀ ਸਥਿਤੀ ਨੂੰ ਅਨੁਕੂਲ ਕਰਨਾ ਵਧੇਰੇ ਮੁਸ਼ਕਲ ਹੁੰਦਾ ਹੈ। ਕਈ ਕਾਰਕ ਮਸ਼ੀਨ ਦੀ ਇੱਕ ਵਾਰ ਵਰਤੋਂ ਵੱਲ ਲੈ ਜਾਂਦੇ ਹਨ ਜਿਸ ਵਿੱਚ ਫੀਡਰਾਂ ਦੀ ਗਿਣਤੀ ਵੱਧ ਹੁੰਦੀ ਹੈ ਅਤੇ ਅਨੁਕੂਲਤਾ ਘੱਟ ਹੁੰਦੀ ਹੈ।
(2) ਉੱਚ ਫੀਡਰ ਸੰਖਿਆ ਅਤੇ ਉੱਚ ਉਤਪਾਦਨ ਉੱਚ ਮੁਨਾਫਾ ਨਹੀਂ ਲਿਆਉਂਦੇ।
ਫੀਡਰਾਂ ਦੀ ਗਿਣਤੀ ਜਿੰਨੀ ਜ਼ਿਆਦਾ ਹੋਵੇਗੀ, ਮਸ਼ੀਨ ਦਾ ਵਿਰੋਧ ਓਨਾ ਹੀ ਜ਼ਿਆਦਾ ਹੋਵੇਗਾ, ਬਿਜਲੀ ਦੀ ਖਪਤ ਓਨੀ ਹੀ ਜ਼ਿਆਦਾ ਹੋਵੇਗੀ। ਹਰ ਕੋਈ ਊਰਜਾ ਸੰਭਾਲ ਦੇ ਨਿਯਮ ਨੂੰ ਸਮਝਦਾ ਹੈ।
ਫੀਡਰਾਂ ਦੀ ਗਿਣਤੀ ਜਿੰਨੀ ਜ਼ਿਆਦਾ ਹੋਵੇਗੀ, ਮਸ਼ੀਨ ਇੱਕੋ ਚੱਕਰ ਵਿੱਚ ਓਨੀ ਹੀ ਜ਼ਿਆਦਾ ਚੱਲੇਗੀ, ਸੂਈ ਦੇ ਕੁੰਡੇ ਦੇ ਖੁੱਲ੍ਹਣ ਅਤੇ ਬੰਦ ਹੋਣ ਦਾ ਸਮਾਂ ਓਨਾ ਹੀ ਜ਼ਿਆਦਾ ਹੋਵੇਗਾ, ਬਾਰੰਬਾਰਤਾ ਓਨੀ ਹੀ ਤੇਜ਼ ਹੋਵੇਗੀ, ਅਤੇ ਸੂਈ ਦਾ ਜੀਵਨ ਓਨਾ ਹੀ ਛੋਟਾ ਹੋਵੇਗਾ। ਅਤੇ ਇਹ ਬੁਣਾਈ ਵਾਲੀਆਂ ਸੂਈਆਂ ਦੀ ਗੁਣਵੱਤਾ ਦੀ ਜਾਂਚ ਕਰਦਾ ਹੈ।
ਸੂਈ ਦੇ ਖੁੱਲ੍ਹਣ ਅਤੇ ਬੰਦ ਹੋਣ ਦੀ ਬਾਰੰਬਾਰਤਾ ਜਿੰਨੀ ਜ਼ਿਆਦਾ ਹੋਵੇਗੀ, ਕੱਪੜੇ ਦੀ ਸਤ੍ਹਾ 'ਤੇ ਅਸਥਿਰ ਕਾਰਕਾਂ ਦੀ ਸੰਭਾਵਨਾ ਓਨੀ ਹੀ ਜ਼ਿਆਦਾ ਹੋਵੇਗੀ, ਅਤੇ ਜੋਖਮ ਓਨਾ ਹੀ ਜ਼ਿਆਦਾ ਹੋਵੇਗਾ।
ਉਦਾਹਰਨ ਲਈ: 96-ਫੀਡਰ ਮਸ਼ੀਨਾਂ ਸੂਈਆਂ ਦੇ ਕੁੰਡੇ ਦੇ ਇੱਕ ਚੱਕਰ ਨੂੰ ਚਲਾਉਂਦੀਆਂ ਹਨ ਜੋ 96 ਵਾਰ ਖੁੱਲ੍ਹਦੀਆਂ ਅਤੇ ਬੰਦ ਹੁੰਦੀਆਂ ਹਨ, ਪ੍ਰਤੀ ਮਿੰਟ 15 ਵਾਰੀ, 24 ਘੰਟੇ ਖੁੱਲ੍ਹਣ ਅਤੇ ਬੰਦ ਹੋਣ ਦਾ ਸਮਾਂ: 96*15*60*24=2073600 ਵਾਰ।
158-ਫੀਡਰ ਮਸ਼ੀਨ ਸੂਈਆਂ ਦੇ ਕੁੰਡੇ ਦੇ ਇੱਕ ਚੱਕਰ ਨੂੰ ਚਲਾਉਂਦੀ ਹੈ ਜੋ 158 ਵਾਰ ਖੁੱਲ੍ਹਦਾ ਅਤੇ ਬੰਦ ਹੁੰਦਾ ਹੈ, ਪ੍ਰਤੀ ਮਿੰਟ 15 ਵਾਰੀ, 24 ਘੰਟੇ ਖੁੱਲ੍ਹਦਾ ਅਤੇ ਬੰਦ ਹੁੰਦਾ ਹੈ: 158*15*60*24=3412800 ਵਾਰ।
ਇਸ ਲਈ, ਬੁਣਾਈ ਦੀਆਂ ਸੂਈਆਂ ਦੀ ਵਰਤੋਂ ਦਾ ਸਮਾਂ ਸਾਲ-ਦਰ-ਸਾਲ ਘਟਾਇਆ ਜਾਂਦਾ ਹੈ।
(3) ਇਸੇ ਤਰ੍ਹਾਂ, ਦਾ ਵਿਰੋਧ ਅਤੇ ਰਗੜਸਿਲੰਡਰਵੀ ਜ਼ਿਆਦਾ ਹਨ, ਅਤੇ ਪੂਰੀ ਮਸ਼ੀਨ ਦੀ ਫੋਲਡਿੰਗ ਸਪੀਡ ਵੀ ਤੇਜ਼ ਹੈ।
ਇਸ ਸਥਿਤੀ ਵਿੱਚ, ਜੇਕਰ ਪ੍ਰੋਸੈਸਿੰਗ ਫੀਸ ਦੀ ਗਣਨਾ ਸਮੇਂ ਜਾਂ ਰੋਟੇਸ਼ਨ ਦੁਆਰਾ ਕੀਤੀ ਜਾਂਦੀ ਹੈ, ਤਾਂ ਇਹਨਾਂ ਨੁਕਸਾਨਾਂ ਨੂੰ ਪੂਰਾ ਕਰਨ ਲਈ ਇੱਕ ਅਨੁਸਾਰੀ ਮਲਟੀਪਲ ਪ੍ਰੋਸੈਸਿੰਗ ਫੀਸ ਹੋਣੀ ਚਾਹੀਦੀ ਹੈ। ਦਰਅਸਲ, ਜੇਕਰ ਇਹ ਬਹੁਤ ਜ਼ਰੂਰੀ ਆਰਡਰ ਨਹੀਂ ਹੈ, ਤਾਂ ਪ੍ਰੋਸੈਸਿੰਗ ਫੀਸ ਅਕਸਰ ਫੀਡਰਾਂ ਦੀ ਗਿਣਤੀ ਦੇ ਬਰਾਬਰ ਕੀਮਤ ਤੱਕ ਨਹੀਂ ਪਹੁੰਚ ਸਕਦੀ।
ਅਸਲ ਉੱਚ ਉਪਜ ਜੋ ਪ੍ਰਾਪਤ ਕੀਤੀ ਜਾਣੀ ਚਾਹੀਦੀ ਹੈ ਉਹ ਮਸ਼ੀਨ ਦੀ ਉੱਚ ਸ਼ੁੱਧਤਾ ਅਤੇ ਸ਼ੁੱਧਤਾ ਅਤੇ ਵਧੇਰੇ ਵਾਜਬ ਡਿਜ਼ਾਈਨ ਤੋਂ ਆਉਂਦੀ ਹੈ। ਮਸ਼ੀਨ ਨੂੰ ਚਲਾਉਣ ਵੇਲੇ ਵਧੇਰੇ ਊਰਜਾ-ਕੁਸ਼ਲ ਬਣਾਓ, ਪ੍ਰਦਰਸ਼ਨ ਨੂੰ ਵਧੇਰੇ ਸਥਿਰ ਅਤੇ ਭਰੋਸੇਮੰਦ ਬਣਾਓ, ਅਤੇ ਬੁਣਾਈ ਸੂਈ ਦੀ ਲੰਬੀ ਸੇਵਾ ਜੀਵਨ ਪ੍ਰਾਪਤ ਕਰਨ ਲਈ ਘਿਸਾਅ ਅਤੇ ਰਗੜ ਨੂੰ ਘੱਟ ਕਰੋ। ਬਿਹਤਰ ਫੈਬਰਿਕ ਗੁਣਵੱਤਾ ਅਤੇ ਬੇਲੋੜੇ ਨੁਕਸਾਨ ਨੂੰ ਘਟਾਓ।
ਪੋਸਟ ਸਮਾਂ: ਜਨਵਰੀ-19-2024